
TDLS-A-001
http://www.yokogawa.com/us
Carbon Monoxide Measurement in Coal-Fired Power Boilers
Industry: Power Generation
Product: TDLS200 Tunable Diode Laser Spectroscopy
Background Information
There are currently 1470 generators at 617 facilities in the
United States alone that use coal as the major source of
energy to generate electricity. Of these facilities, 141 are
considered industrial, institutional or commercial sites that
consume most of the electricity produced on-site. The
remaining 476 sites are identified as “power plants” owned
by electric utilities and independent power producers that
generate and sell electricity as their primary business
1
. The
primary goals that drive these power plants are increasing
efficiency and throughput, reducing emissions of pollutants,
and maintaining a high level of safety. Obtaining these goals
ensures that the power plants generate the highest profits,
while complying with environmental regulations and assuring
workplace and community safety.
Introduction
An accurate measurement of the carbon monoxide (CO)
concentration in the boiler flue gas can be used to achieve
the goals of combustion efficiency, pollutant emissions
reduction, and safe operation. By measuring the
concentration of CO, power plants are able fine tune the air
to fuel ratio used on the burners to obtain the highest
combustion efficiency. Measuring the CO concentration
allows the power plants to reduce the amount combustion air
used while ensuring complete combustion, reducing the
production of the pollutant NOx. The concentration of CO in
the flue gas is also the most sensitive indicator of unburned
combustibles in the process and can indicate the emergence
of an unsafe situation.
Efficiency, Emissions, Safety
Given complete mixing, a precise or stoichiometric amount of
air is required to completely react with a given quantity of
fuel to produce complete combustion. In real world
applications, conditions are never ideal so additional or
“excess” air must be supplied to completely burn the fuel.
Too little excess air will result in a “fuel rich” situation
producing a flue gas containing unburned combustibles
(carbon monoxide, soot, smoke, coal). This situation results
in a loss of efficiency because not all of the potential energy
of the coal is captured in the combustion process resulting in
fuel wastes. Combustion processes that run fuel rich are
“running dirty” meaning an increase in pollutant emissions.
Also, this is not a safe situation as the unburnt fuel could
possibly come into contact with an ignition source further
down the process resulting in an uncontrolled explosion.
Too much excess air results in an “air rich” situation,
resulting in complete combustion and safety, but also
produces undesirable effects. Efficiency is lost in an air rich
process because the increased flue gas flow results in heat
loss. More fuel is required to generate the same amount of
heat, so fuel is wasted in this low “boiler fuel-to-steam”
efficiency situation. Since air is comprised of over 78%
nitrogen, increasing the air used for combustion significantly
increases the concentration of nitrogen. Nitrogen exposed to
temperatures above 1600°C (2912°F) may result in the
formation of “thermal NOx” (NO, NO
2
). These substances
are major contributors to the formation of acid rain and their
release into the atmosphere is heavily regulated by
environmental agencies.
The ideal situation is to provide just enough excess air to
produce complete combustion, but not any more than that.
This will produce the highest efficiency, lowest emissions of
pollutants, and maintain a high level of safety. The question
is: How is the excess air setpoint determined?
Using CO to trim excess O
2
The amount of excess air in the flue gas is determined by
measuring the concentration of oxygen (O
2
). The ideal
excess O
2
level (the lowest possible that allows complete
combustion) depends on several factors: the fuel type, the
burner type, humidity changes in the air, moisture content
changes in the fuel, varying boiler loads, fouling of the burner
system, and mechanical wear of combustion equipment.
Since many of these factors are continuously changing, the
ideal amount of excess oxygen continuously changes as
well. Measuring carbon monoxide (CO) can help to
determine the excess oxygen setpoint.
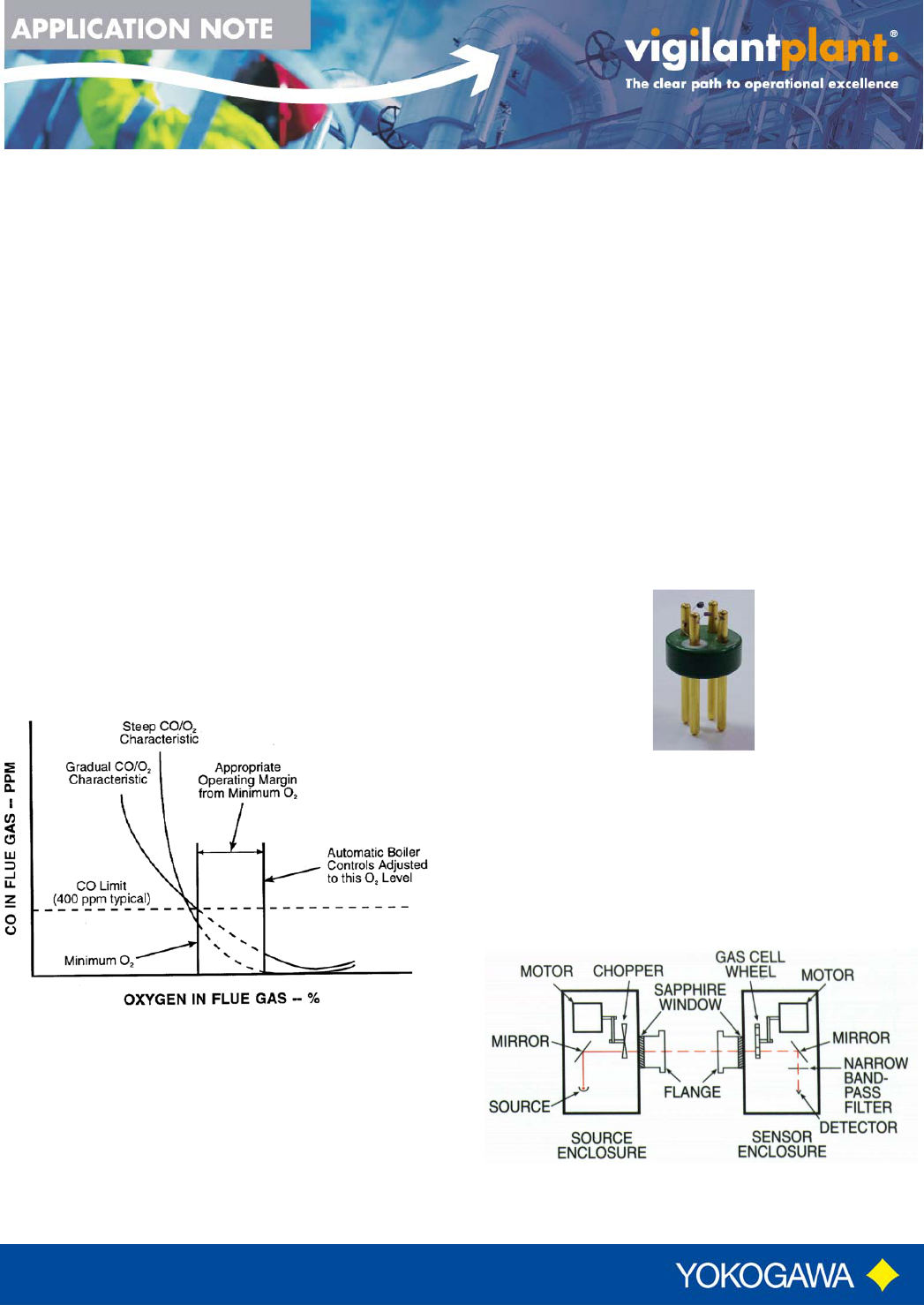
CO is the most sensitive indicator of incomplete combustion.
As the amount of excess O
2
is reduced, the emergence of
CO will occur before other combustibles appear (unburnt
fuel). When the concentration of CO reaches the desired
setpoint (typically around 400 ppm), the excess O
2
concentration is at the desired level and becomes the new
excess O
2
setpoint. As the concentration of CO increases or
decreases, the excess O
2
setpoint can be trimmed
accordingly. CO trim control of excess O
2
concentration
assures minimal energy loss, maximum efficiency, and
reduced NOx emissions independent of boiler load, fuel type,
humidity, moisture content of fuel and other variables that
make excess O
2
control difficult. The key to obtaining these
benefits is an accurate and reliable measurement of CO in
low ppm levels.
All Rights Reserved, Copyright © 2008, Yokogawa Corporation of America
Obstacles to Measuring CO in
Coal Fired Boilers
Measuring CO accurately and reliably in coal fired
applications has traditionally been extremely challenging.
Some of the obstacles that must be overcome:
- Flue gas laden with fly ash particulate
- High temperature in the optimal measuring location
- Stratification of gas concentrations
- Presence of SO
2
in the flue gas
- Speed of response in non-insitu installations
Current measuring technologies that are employed to
measure CO (or combustibles in general) are Catalytic Bead
sensors, Thick/Thin Film thermistors, and IR spectroscopy.
The Catalytic Bead and Thick/Thin Film thermistors utilize
the thermal properties of combustion to change the
resistance of an active element compared to that of an
inactive reference element. The active element is coated
with metal that acts as a catalyst for combustion when
exposed to air and a hydrocarbon. The other element is left
in a natural state without a coating to act as a reference
against background changes that would affect both elements
(i.e. process temp, gas thermal conductivity etc).
Combustion on the surface of the active bead increases the
temperature of the bead in effect raising its resistance. The
difference between the reference and active resistance
values is proportional to the concentration of combustibles in
the process gas.
Catalytic Bead Sensor
Infra-red Analyzers use an infrared source mounted directly
on the flue gas duct or stack on the side opposite from the
receiver. Infrared energy is radiated by the source, through
the flue gas, to the receiver. The receiver employs gas filter
correlation and narrow band pass optical filtration with a solid
state detector to determine the absorption of radiation by CO
in the flue gas. The magnitude of the absorption is
proportional to the concentration of CO in the flue gas.
Infrared Analyzer

These measuring technologies are prone to the following
problems:
- The catalytic sensors require sample extraction (not insitu)
installations. These sample extraction systems are prone to
plugging and fouling with fly ash in coal fired applications.
They require frequent preventative maintenance and the
filters they require cause slow response times.
All Rights Reserved, Copyright © 2008, Yokogawa Corporation of America
- The catalytic sensors are discreet or point measurements.
They do not provide a path or average measurement across
the firebox. They are subject to stratification errors, may not
detect isolated areas of CO breakthrough, and require
multiple points of installation to provide adequate coverage.
Flue Gas Stratification
- IR analyzers cannot make the measurement in particulate
laden (fly ash) flue gas. This combined with temperature
limitations prevents IR installation directly across the fire box.
They must be installed further down the process, at lower
temperatures after particulate removal (precipitators). This
introduces more lag time in detecting CO breakthrough.
Also CO that reacts after the fire box will not be detected
(CO quenching).
- IR analyzers are subject to interference from CO
2
and
water. Catalytic sensors are subject to interference from
NO
2
and water, and quickly deteriorate in the presence of
SO
2
. This mandates frequent calibrations, replacements,
and suspect accuracy.
These problems prevent these traditional measurement
technologies from providing an accurate and reliable CO
measurement.
Solution to Measuring CO in Coal
Fired Boilers
Tunable Diode Laser Spectroscopy (TDLS) manufactured by
Yokogawa Corporation of America has been proven in the
field to be a solution for this difficult measurement. Tunable
Diode Laser measurements are based on absorption
spectroscopy. The TruePeak Analyzer (TDLS200) is a TDLS
system and operates by measuring the amount of laser light
that is absorbed (lost) as it travels through the gas being
measured. In the simplest form a TDL analyzer consists of a
laser that produces infrared light, optical lenses to focus the
laser light through the gas to be measured and then on to a
detector. The detector and electronics that control the laser
then translate the detector signal into a signal representing
the CO concentration.
The TruePeak Analyzer utilizes powerful lasers that are
highly sensitive and selective for CO. This results in many
benefits over traditional IR analyzers and catalytic sensors:
- The TruePeak Analyzer measures CO directly in the fire
box. This means no lag time in detecting CO breakthrough
and no false low reading due to CO quenching after the fire
box.
- The TruePeak Analyzer measures CO insitu. There is no
extractive sample system induced maintenance or lag time.
- The TruePeak Analyzer is a path (across the fire box)
measurement. This provides an average reading that
ensures isolated areas of CO breakthrough are detected.
Multiple installations are not required.
- The powerful, selectable laser of the TruePeak Analyzer
penetrates fly ash and is sensitive to low ppm levels of CO.
Summary
Coal fired power plants can achieve the highest efficiency,
lowest emission levels, and ensure safety by using CO
concentration measurements to fine tune their excess O
2
setpoint. These benefits are achievable only if the CO
measurement is accurate and reliable. Using TDLS, the
TruePeak Analyzer from Yokogawa can provide that
accurate, reliable CO measurement in coal fired power
plants.
Product Recommendations
The TruePeak Analyzer- Model TDLS200
1. Source: Department of Energy Website (www.energy.gov)
